Во время капитального ремонта может быть произведена модернизация оборудования. В этом случаи прошедшее капитальный ремонт оборудование по своим техническим параметрам должно соответствовать новому оборудованию, а отдельные параметры (точность, мощность, производительность) модернизированных узлов должны превышать параметры новых перво образующих.
Основное направление — модернизация кузнечно-прессового оборудования.
Модернизация прессов
Модернизация пресса проводится с использованием современных комплектующих ведущих производителей «Сименс», «Бош Рексрот», «Баллуфф», «Риталл» и др.
Ниже приводится общее описание выполнения работ по модернизации для прессов гидравлических типа П3236, П3238, П3239, П232, П236, П238 .
Основу системы управления составляет программируемый контроллер и многофункциональная сенсорная панель оператора с дисплеем 12 дюймов.
Использование на вытяжной траверсе микроимпульсного измерителя пути позволит повысить точность позиционирования движения до 1мм по всей длине.
Контроллер через модули ввода принимает сигналы с пульта управления, с датчиков пресса, гидростанции и выдает команды на включение двигателей и гидравлических клапанов управления механизмами пресса согласно управляющей программе.
Применение пропорциональной гидроаппаратуры даёт возможность плавного регулирования скоростей механизмов пресса от минимального до максимального значения.
Задание значений скоростей, давлений или усилия пресса осуществляется с панели оператора.
На дисплее в цифровом и графическом виде выводится информация о рабочих параметрах пресса (фактическое давление в магистралях обоих траверс или приложенное усилие, температура масла и т.д.). Расширенная информация в виде текстовых сообщений или подсказок позволяет дополнительно облегчить работу оператора и сократить время на обслуживание и поиск возникших неисправностей на прессе или гидростанции. При помощи панели оператора можно менять параметры технологического процесса штамповки, что значительно упрощает процедуру ввода технологических параметров работы пресса.
Использование панели оператора добавляет легкость и удобство в управление прессом.
Для безопасности от поражения электрическим током при разводке проводов по прессу используется низковольтное напряжение управления 24В постоянного тока, за исключением кабелей для двигателей.
Пульт управления крепится непосредственно к фундаменту (что уменьшает уровень негативных вибраций при работе пресса до минимума) и состоит из двух частей: вертикально расположенной тумбы и наклонной клавиатуры. Минимальное количество и удобное расположение органов управления в сочетании с панелью помогает оператору быстро и четко обеспечить управление пресса.
Проведение модернизации позволяет:
— упростить и повысить надежность работы системы управления (тем самым ощутимо сократится время простоев оборудования, связанное с отказом в работе покупных изделий, поиском неисправностей самого оборудования и ремонта или восстановления), таким образом увеличить производительность работы;
— мобильно осуществлять контроль за параметрами работы пресса, устанавливать новые параметры работы для обеспечения новых потребностей (например, при освоении нового технологического процесса);
— повысить уровень безопасности работы оборудования.
Комплектующие и документация поставляются в полном объеме.

Модернизация молотов
В целях экономичной эксплуатации оборудования предлагаются варианты модернизации:
Гидравлический индивидуальный привод молота
Одним из решений предлагается проведение модернизации имеющегося оборудования с заменой паровоздушного привода на гидравлический, что позволяет более эффективно использовать энергию, увеличить производительность и эффективность работы оборудования.
Основные преимущества использования гидравлического привода:
- Повышение КПД оборудования с 3% до 70 %, что ведёт к значительной экономии электроэнергии;
- Увеличение эффективности работы оборудования в несколько раз;
- Возможность бесступенчатого регулирования частоты, усилия ударов, использования ЧПУ в работе;
- Увеличение срока службы механизмов, инструмента;
- Уменьшение трудозатрат на обслуживание;
- Возможность установок блокировок, защита от самопроизвольного движения бабы;
- Отсутствие компрессорной станции;
- Уменьшение шумности в работе.
Работы выполняются после согласования технического задания.

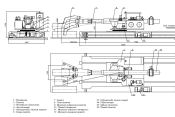
При модернизации молота меняется его верхняя часть. Взамен монтируются (через переходную плиту) новые элементы: гидроцилиндр, пневмогидроаккумулятор, распределители. Подлежат замене на новые — баба, шток, направляющие. Дополнительно, рядом с молотом, устанавливаются: гидростанция, система трубопроводов, распределительная и регулирующая аппаратура, баллоны с сжатым азотом, манометры, система соединяющих трубопроводов, электрошкаф, пульт управления. Для комплектации системы используются элементы производства «Bosch Rexroth» (Германия), «OMRON» (Япония) или их аналоги.
Устройство системы:
1. Гидравлическая часть: гидростанция, система трубопроводов, пневмогидроаккумулятор, распределительная и регулирующая аппаратура.
На гидростанции имеется установка охлаждения и фильтрации масла.
2. Пневматическая часть: баллоны с сжатым азотом, манометры и систему трубопроводов, соединяющую пневмогидроаккумулятор с главным и буферным цилиндром.
3. Электрическая часть: электрошкаф, пульт управления. Электросхема выполнена на базе контроллера.
Описание работы.
При включении насосов гидростанции масло через клапан поступает в нижнюю полость (верхняя полость находится под давлением азота) пневмогидроаккумулятора — происходит зарядка аккумулятора, который соединён с гидрораспределителем .
При перемещении золотника распределителя масло через обратный клапан клапана быстрого сброса поступает в нижнюю (штоковую) полость главного цилиндра — происходит перемещение штока цилиндра вверх (подъем бабы).
При перемещении бабы вверх, поршень главного цилиндра сжимает азот в бесштоковой полости цилиндра .
При перемещении золотника распределителя вверх открывается клапан быстрого сброса , масло из штоковой полости главного цилиндра сливается в бак гидростанции, а шток гидроцилиндра под действием сжатого азота движется вниз — происходит разгон бабы.
Управление работой молота происходит рабочим рычагом, педалью.
Воздушный индивидуальный привод молота
Специалисты предприятия проводят расчёт необходимой КУ, предлагают планировочные решения по размещению оборудования
Все работы проводятся в соответствии с техническим заданием.
Доставка оборудования, шеф-монтаж, пусконаладочные работы — по согласованию сторон.
Установка фундамента на виброопоры (виброизолирующие фундаменты)
Схема виброизолированного фундамента, которая уже более 30 лет использовалась в странах Западной Европы, в последнее десятилетие всё шире применяется при проектировании фундаментов молотов и в России.
Виброизолированный фундамент состоит из фундаментного блока и подфундаментного короба, заглубленного в грунт. Данный принцип построения конструкции предназначен для снижения ударного воздействия на грунт и демпфирования упругих волн.
В виброизолированных фундаментах с изолированным , инерционным блоком применяют амортизаторы и виброгасители, устанавливаемые в опорном варианте под железобетонным инерционным блоком фундамента и опирающиеся на железобетонный короб, а в подвесном варианте — на концах подвесных тяг. В качестве амортизаторов применяют жесткие кольцевые и тарельчатые пружины, а также резину. Для рассеивания энергии (демпфирования) вибраций применяют виброгасители из резины 4049 или цилиндры с вискозным материалом, обладающие большим внутренним трением (коэффициент неупругого сопротивления не менее 0,23).

Для крупных паровоздушных и газогидравлических штамповочных молотов рекомендуются опорные пружинно-рессорные системы виброизоляции.
Применение виброизоляции позволяет решить следующие задачи:
— достичь низкого уровня вибрации;
— осуществить передачу на строительные конструкции ниже виброизоляторов фактически только статических нагрузок;
— в связи с отсутствием динамического воздействия на фундаменты, проводить установку молотов на вибронеустойчивых грунтах.